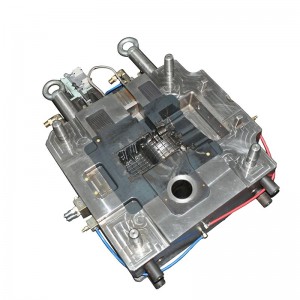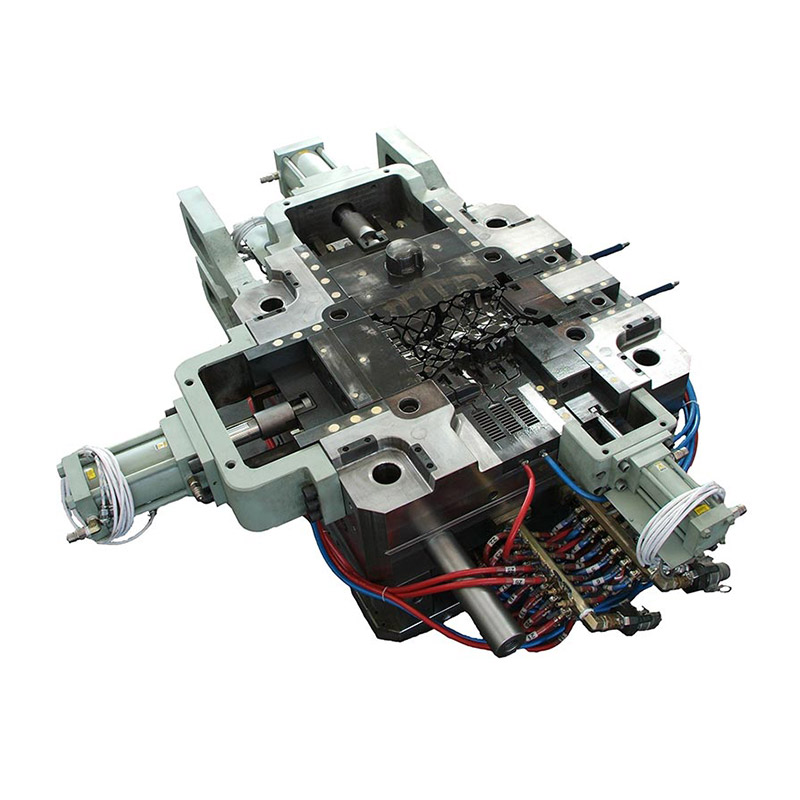
Aluminium højtryks-støbning Telecom-husværktøj støbt form
Grundlæggende oplysninger
| Produktnavn | High Pressure Die Casting Telecom Housing Mold |
| Formmateriale | PH13,H13, DVA, DIEVAR, 8407, 8418, W400 osv. |
| Støbelegering | Aluminium |
| Kavitet Antal | Enkelt hulrum, multiple hulrum eller kombination hulrum |
| Tonnage | 200T-2000T |
| Behandling | Varmebehandling, nitrering, polering mv. |
| Skimmelsvampliv | 30000 skud, 50000 skud, 80000 skud afhænger af produkter |
| Ansøgninger | 1. Bil- og motorcykeldele; |
| 2. Lys og lamper dele; | |
| 3. Elektriske apparater dele; | |
| 4. Telecom dele; | |
| 5. Industriel hardware og maskinreservedel; | |
| 6. Husholdningsapparater dele; | |
| 7. Møbeldele; | |
| Ledetid | 35-60 dage |
| Særlig anmodning | Efter kundens ønske |
Vi kan tilpasse, men ikke begrænset til disse:
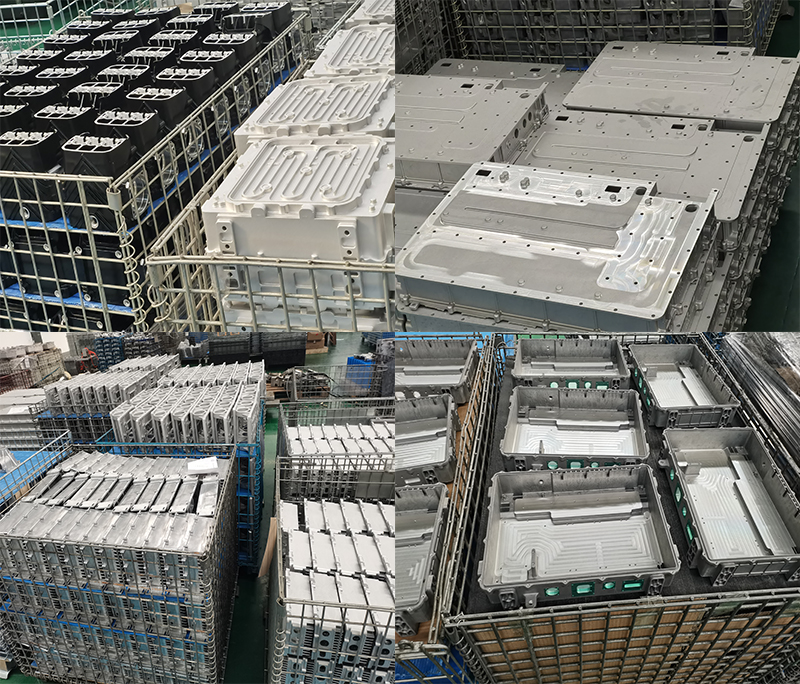
Formstøbt aluminium til telekomhus
Formstøbt aluminium til autodele
Aluminum trykstøbning elværktøj form
Elværktøj i trykstøbning af aluminium, der huser formen
Formstøbt autogearkassehus i aluminium
Formstøbt automatisk vandpumpehus i aluminium
Formstøbt lyshus af aluminium
Køleform i trykstøbning af aluminium
Inklusiv andre højtryksstøbeværktøjer i aluminium.
FENDA Fremstillingsprocesser for trykstøbning af aluminium
Hovedtrinene i vores aluminiumslegeringsstøbestøbeformfremstillingsprocesser er: CNC fræseproces, varmebehandling, EDM-proces, WEDM-proces, polering og montering
CNC fræseproces
Det første trin i fremstilling af aluminiumsstøbeforme: Brug højhastighedsbearbejdningscentre til at fræse formhulrummet, hvilket efterlader en bearbejdningsmængde på omkring en millimeter for produktets form.Det er for visse deformationer efter varmebehandling.
Efter den indledende fræsning vil formhulrummet blive sendt til varmebehandling.
Når hulrummene kommer tilbage efter varmebehandling, vil der blive udført sekundær bearbejdning.Vi kalder denne proces finbearbejdning.Denne gang er alle størrelser i henhold til formdesigntegningen
EDM proces
Efter to ganges bearbejdning er der stadig nogle områder, der er svære at skære ved højhastighedsskæring, så vil de blive afsluttet af EDM.
Der er mange dybe riller og smalle slidser og komplekse hulrum på formoverfladen, som er svære at bearbejde med fræsemaskiner.Dette kræver EDM elektrisk udladningsbearbejdning.
Derudover er EDM også almindeligt anvendt til nogle dele, der kræver særlig høj bearbejdningsnøjagtighed og overfladeruhed.
WEDM proces
Arbejdsprincippet for WEDM (wire cutting) er at bruge en kontinuerligt bevægende tynd metaltråd (kaldet en elektrodetråd) som en elektrode til at udføre pulsgnistudladning på emnet for at fjerne metallet og skære det i form.
Ejektorhullerne i formen samt nogle skarpvinklede specialformede huller, der ikke kan bearbejdes, og tilbehør færdiggøres alt sammen med trådskæring.
Efter denne proces vil formhulen blive poleret.Og sidste proces, saml aluminiumsstøbeformen og afprøv.
Fabriksprofil
Fenda er i stand til at designe og fremstille værktøj og armaturer til alle vores processer.
Simuleringsanalyse hjælper vores ingeniører med at designe mere effektivt værktøj.In-house værktøjsværksted for støbegods hjælper med at nå kundens leveringstid til fremstilling og verifikation.
Højtryksstøbeprocessen illustrerer bedst vores niveau af fremstillingsevne.Vi har 7 avancerede koldkammer trykstøbemaskiner fra 400T til 2000T i vores trykstøbeværksted, hvilket giver os mulighed for at imødekomme krav i forskellige aluminiums trykstøbeprojekter.
Vores CNC-bearbejdningscenter, udstyret med 80 sæt højhastigheds-/højpræcisionsbearbejdningscentre og mere end 20 sæt højpræcisions-omrøringsfriktionssvejsning, overfladebehandling og andre præcisionsspecialmaskiner.
Fenda leverer trykstøbningsdele og komponenter af overlegen kvalitet til en bred vifte af industrier, herunder bilindustrien, led-belysning, telekommunikation, maskiner, medicin, VVS, vanding, minedrift, petrokemi, elektrisk, energi, rumfart, ubåd og andre.